Comprender las causas y efectos de los daños por flujo mínimo en bombas centrífugas es fundamental para saber cómo prevenirlos. Los usuarios finales también deben conocer las ventajas y desventajas de los sistemas de protección de flujo mínimo más comunes, a fin de seleccionar los mejores para sus aplicaciones.
Una causa común de desgaste prematuro en bombas centrífugas es el sobredimensionamiento para un servicio. El hacer trabajar una bomba centrífuga por debajo de su rango de funcionamiento admisible, como resultado de un sobredimensionamiento, durante un período de tiempo prolongado , es una de las causas más comunes de desgaste prematuro o fallo de los componentes internos de la bomba. Estas condiciones también pueden dañar las empaquetaduras, sellos mecánicos y los cojinetes. Además de afectar a la bomba, el sobredimensionamiento puede repercutir en otros componentes del sistema y en la energía global.
Mejora de la eficiencia
Por ejemplo, se diseñó un sistema de alimentación de calderas con tres bombas: dos para funcionamiento en paralelo y una de reserva. Las válvulas automáticas de recirculación utilizadas para proteger las bombas se estaban desgastando prematuramente en comparación con el historial anterior de la planta.
Una revisión del caudal del proceso mostró que una sola bomba soportaría la demanda actual. Con dos bombas en funcionamiento, la demanda de caudal del proceso era inferior al caudal mínimo que necesitaban las bombas.
Ambas válvulas de caudal mínimo estaban parcialmente abiertas para derivar continuamente. Una vez que el sistema pasó a funcionar con una bomba en lugar de dos, el sistema funcionó ligeramente por encima de su punto de mejor rendimiento (BEP), lo que detuvo el rápido desgaste de las válvulas y redujo el consumo eléctrico.
Otra planta tenía dos bombas al 100% con orificios de caudal continuo para proporcionar un caudal mínimo seguro. Sin embargo, durante el arranque y en algunos casos de baja carga, las bombas experimentaban vibraciones excesivas. El cambio de los orificios para aumentar el caudal de derivación resolvió el problema de las vibraciones, pero ahora el caudal combinado de los orificios y el caudal de proceso se salía demasiado de la curva y estaba por debajo de la presión necesaria para mantener el proceso.
La solución era hacer funcionar ambas bombas en paralelo, lo que anulaba el concepto de bomba de reserva y aumentaba drásticamente el coste energético del funcionamiento de las bombas. Para solucionar este problema, el personal sustituyó los orificios por válvulas de recirculación automáticas que sólo se abrían cuando el caudal del proceso descendía al caudal mínimo. Como resultado, la planta pudo mantener el proceso con una sola bomba, como se había previsto originalmente.
Flujo continuo mínimo seguro
El caudal mínimo continuo de seguridad (MCSF) es el caudal al que una bomba puede funcionar continuamente sin un desgaste excesivo debido a anomalías hidráulicas y al aumento de temperatura asociado a condiciones de bajo caudal.
Si la respuesta es afirmativa a alguna de las siguientes preguntas, es probable que una bomba esté funcionando por debajo del flujo mínimo de seguridad:
- ¿Están picados o desgastados los álabes del impulsor (impulsor de la primera etapa si se trata de una bomba multietapa)?
- ¿Están los anillos de desgaste o los cojinetes de deslizamiento más desgastados en un lado aunque el eje de la bomba parezca estar centrado cuando está estático?
- ¿El ruido y/o las vibraciones de la bomba aumentan más de lo esperado cuando el caudal del proceso es bajo?
- ¿Se ha roto el eje de la bomba de forma inexplicable?
- ¿Ha mostrado la carcasa y/o los cojinetes de la bomba signos de sobrecalentamiento?
Si un sistema experimenta alguno de estos síntomas, los operarios pueden tomar varias medidas para hacer funcionar la bomba de forma diferente a fin de protegerla y mejorar su rendimiento.
El primer paso consiste en hacer funcionar el menor número posible de bombas a medida que se reduce la carga. Esto aumenta el caudal por bomba y es la medida correctora más eficaz, fácil y económica. Si se utilizan menos bombas, normalmente cada una de ellas funcionará más cerca de su BEP, consumiendo menos energía. Todas las bombas centrífugas deben tener protección de caudal mínimo.
Si la bomba existente está muy sobredimensionada, sustituirla por una bomba (o impulsor, en algunos casos) del tamaño adecuado puede ser la única medida correctora apropiada.
Seleccionar bombas nuevas con el rango de funcionamiento normal entre el 80 y el 110 por ciento de BEP, y protegerlas contra daños por caudal mínimo. Si no se alcanza el MCSF de una bomba, pueden producirse las siguientes consecuencias.
Daños térmicos
Desde la década de 1940, ha sido práctica común mantener el aumento de temperatura del producto bombeado a un máximo de 15 F. En aplicaciones de hidrocarburos, es mejor mantener el aumento de temperatura por debajo de 10 F (y por debajo de 5 F cuando la altura de aspiración positiva neta [NPSH] es crítica).
El aumento de temperatura es el resultado de las pérdidas de potencia hidráulica dentro de la bomba. La diferencia entre los caballos de vapor consumidos y los caballos de vapor desarrollados se convierte en calor y se transfiere al líquido bombeado. Si la bomba funciona con una válvula completamente cerrada, la pérdida de potencia es igual a la potencia de frenado generada en el momento del cierre. Toda la potencia se utiliza para calentar el volumen de líquido dentro de la carcasa de la bomba, lo que produce un aumento de temperatura.
Alto empuje radial
Un empuje radial elevado suele ser la causa principal de fallo de una bomba de una sola etapa. La distribución de la presión alrededor de la carcasa de la bomba rara vez es uniforme y produce una fuerza radial que desvía el eje. La fuerza radial es menor en el BEP y aumenta a capacidades alejadas del BEP hasta un máximo en el cierre.
Una carga radial elevada provoca vibraciones, que pueden acortar la vida útil de las juntas y los cojinetes y, en casos extremos, pueden fatigar los ejes. Las normas del sector limitan la desviación radial de las bombas de una etapa a 0,002 pulgadas. Este nivel de desviación es lo suficientemente bajo como para evitar la mayoría de los fallos del eje, pero la vida útil del sello puede acortarse si se hace funcionar a bajo caudal durante largos periodos de tiempo.
"Surge" en la bomba
Si una bomba no tiene el caudal adecuado, puede acumular presión de descarga. Cuando esta presión alcanza un determinado nivel, la bomba no puede superarlo y el fluido empieza a invertir el flujo. El impulso inverso hace que la velocidad de la bomba disminuya y el impulsor se deslice hacia atrás, aumentando de nuevo la presión. El fluido se desplaza hacia delante y hacia atrás. Este ciclo se repetirá y podría causar un desgaste prematuro de los cojinetes de empuje.
Vibración del rotor
El funcionamiento a bajo caudal provoca un desajuste de los ángulos de incidencia del flujo en los álabes del impulsor y del difusor. Esto puede dar lugar a la formación de vórtices que sacuden el conjunto del rotor a frecuencias subsíncronas. La vibración a largo plazo puede provocar la fatiga de las cubiertas del impulsor o de las placas del difusor.
Recirculacion Interna
A caudal reducido, las bombas centrífugas pueden experimentar una inversión del flujo en la que el fluido gira y fluye de vuelta aguas arriba. Esto da lugar a la recirculación interna, que a menudo se denomina recirculación de aspiración. La recirculación interna suele ser un problema difícil de entender. Se produce a caudales reducidos cuando se acerca al ojo del impulsor más líquido del que puede pasar por la bomba.
Cada bomba tiene un punto donde comienza la recirculación, un punto inherente al diseño del impulsor. La recirculación interna provoca la formación de vórtices con altas velocidades en su núcleo y una disminución de la presión estática en ese punto. Esto produce cavitación, pulsaciones de presión y ruido que pueden interferir en el funcionamiento de la bomba y dañar el impulsor.
La ubicación de los daños por cavitación indica que el problema es una recirculación interna o una cavitación clásica debida a un NPSH bajo. Si el daño está en el lado de entrada de los álabes del impulsor, la causa es cavitación clásica. Si el daño está en el lado de presión oculta de los álabes, la causa es recirculación interna de aspiración.
Sistemas de protección de caudal mínimo
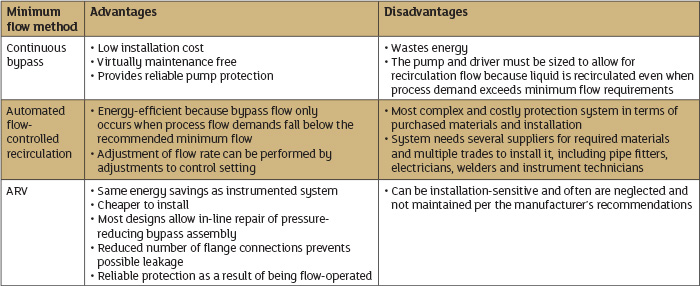
Los usuarios finales pueden emplear tres métodos principales de protección de caudal mínimo: derivación continua, recirculación automatizada con control de caudal y válvulas de recirculación automáticas (ARV) autónomas. Cada uno tiene sus ventajas e inconvenientes, que se describen en la Tabla 1.
Bypass continuo
Un sistema de bypass continuo hace circular líquido continuamente, independientemente de la demanda de fluido del sistema. Un orificio fijo en la tubería de derivación reduce la presión y está dimensionado para derivar el caudal de líquido adecuado para proteger la bomba.
El NPSH requerido aumenta a medida que la bomba funciona más lejos en su curva de rendimiento, por lo que la adición de un volumen de caudal continuo requerirá a menudo una bomba/motor más grande.
Debido a la desventaja económica durante el funcionamiento, la recirculación continua debe limitarse a aplicaciones de bombas de pequeño volumen y baja altura. Cuando la energía para desviar el caudal mínimo supera los 10 caballos de potencia de freno, a menudo puede justificarse un método alternativo.
 |
| Continuous Recirculation System |
 |
| Multistage Restriction Orifice https://www.dp-flow.co.uk/ |
 |
| Multistage Restriction Orifice |
Recirculación automatizada con control de caudal
Otro método consiste en instalar un bucle de control de caudal instrumentado, que abre (desvía) el líquido a caudales bajos y cierra cuando la demanda del proceso supera el caudal mínimo de la bomba. Un sistema típico incluye un caudalímetro, una válvula de control de derivación con su correspondiente automatización y una válvula antirretorno en la línea principal. Puede ser necesario un orificio u otro dispositivo de creación de contrapresión para evitar el flashing en la válvula de derivación y la tubería de retorno.
 |
| Conventional Multi-Component System |
ARVs (valvulas automaticas de recirculación)
Estas válvulas incorporan funciones multifuncionales, como válvula antirretorno de la tubería principal, elementos sensores de caudal, válvula de control de caudal de derivación y válvula reductora de presión de derivación.
 |
| Automatic Recirculating Valve (ARV) |
| www.emerson.com/documents/automation/data-sheets-yarway |
 |
| flotechinc.com |
La ARV funciona sin aire ni energía eléctrica y puede instalarse con tres conexiones de tuberías, en la descarga de la bomba o cerca de ella, igual que una válvula antirretorno normal. Al arrancar la bomba y sin demanda del proceso, el bypass está completamente abierto, recirculando el caudal mínimo necesario. Una vez que comienza la demanda del proceso, el disco accionado por resorte se levanta y se mantiene en su posición por la demanda de caudal. Hasta que la demanda de caudal principal supere el caudal mínimo recomendado, la válvula desviará el caudal suficiente para que la suma del caudal de proceso y el caudal desviado iguale o supere el caudal mínimo. Cuando la demanda de caudal principal aumente por encima del caudal mínimo recomendado, la derivación se cerrará y todo el caudal pasará al proceso.
 |
| www.emerson.com/documents/automation/data-sheets-yarway |
Cuando se utilicen válvulas ARV, los operarios deben seguir las instrucciones del fabricante en cuanto a dirección del caudal, separación de la descarga de la bomba y requisitos de tubería recta. Una vez instalados y aislados los ARV, no hay que olvidarse de ellos. Para evitar fallos inoportunos, los usuarios deben seguir los procedimientos de inspección y mantenimiento del fabricante.
Recomendaciones para un sistema confiable
La determinación del caudal mínimo de una bomba debe tomarse en serio, y debe incorporarse un sistema fiable con cada nueva instalación de una bomba.
Los usuarios deben revisar las bombas instaladas con tasas de fallo superiores a las esperadas y/o requisitos de mantenimiento para una protección adecuada del caudal mínimo.
Al investigar las necesidades de equipos de caudal mínimo, los usuarios finales deben considerar los siguientes pasos:
- Prevenir problemas asegurándose de que las condiciones de servicio que los usuarios finales facilitan a sus proveedores son lo más precisas y completas posible.
- Compruebe la experiencia del proveedor en aplicaciones similares y pregunte por su fiabilidad y servicio.
- Exija que la válvula u orificio que compre se someta a pruebas para garantizar su correcto funcionamiento. La documentación del "Cv probado" debe estar disponible para su revisión cuando le convenga.
Proteger la inversión de su empresa en sus bombas centrífugas puede influir enormemente en su rentabilidad gracias a una mayor fiabilidad, menos sustituciones, una disminución de los costosos gastos de reacondicionamiento de las bombas y menos interrupciones en las actividades de producción.
Referencias
https://www.pumpsandsystems.com/how-identify-mitigate-low-flow-damage-centrifugal-pumps
I.J. Karassik. Pump Handbook, McGraw-Hill, 1986
I.J. Karassik. Centrifugal Pump Clinic, Mercel Dekker Inc., 1989
E.H. Edwards. Pumps & Systems, March 2003
I.J. Karassik. Pump Handbook, McGraw-Hill, 1986
I.J. Karassik. Centrifugal Pump Clinic, Mercel Dekker Inc., 1989
E.H. Edwards. Pumps & Systems, March 2003